

Description
The C-50 commercial water distiller provides high-quality steam-distilled water for commercial, industrial, and institutional applications. For more than 55 years, the Pure Water distillers have been used daily. This unit is used in laboratories, hospitals, and offices throughout the U.S.A. and in more than 120 countries worldwide. In fact, Pure Water distillation equipment is trusted worldwide to deliver high-quality distilled water.
Buy Direct from the Manufacturer!
Production: Up to 50 U.S. Gallons Daily.
Storage: 50 U.S. Gallon Storage Tank.
C-50 Commercial Water Distiller Specifications
- Power requirements: 50 amp, 240 volt, 1 Ph AC 50/60
- Heating elements (standard): One 3,000 watt, one 3,500 watt
- Feed Water Quality: Softened water recommended
- Feed Water Supply: Minimum 1/2” (1.27 cm) feed
- Feed Water Supply Pressure: 30 PSI Minimum
- Product Water Quality: Meets the standard of the U.S. Pharmacopoeia
- Venting: Minimum air-flow of 350 CFM
- Rated Distilled Water Production: 50 U.S. gallons (189 liters) per day
- Storage Capacity: 50 U.S. gallons (189 liters)
- Distilled Water Supply: 3 gallons per minute through a standard pump
Get a Quote for the C-50 Call: 1-800-875-5915
We stand behind all of our Made in the USA products! Simply call or email us your questions or comments.

Contact Us
Customer Service Phone: 1-800-875-5915 or 402-467-9300
Customer Service Email: info@mypurewater.com
Weight
- Unit Empty: 195 lbs. (88.5 kg)
- Shipping Weight: 275 lbs. (125 kg)
- Storage Tank Full: 655 lbs. (297 kg)
Unit Dimensions
- Height: 47.5 inches (121 cm)
- Width: 25 inches (64 cm)
- Depth: 31.5 inches (80 cm)
Construction Materials
- Boiling Chamber: standard 304 stainless steel
- Condensing Coil: 304 stainless steel
- Storage Tank: standard 304 stainless steel
- Cabinet: 304 stainless steel
Industrial Water Distiller Features
- Automatic Drain: Standard
- Water Quality Monitor: Standard
- Built-In Pump: Standard
- Hour Meter: Standard
- Leak Shut Down: NA
- Drain Water Cooling: Optional
- Feedwater PreHeat: Optional
Highly Recommended
Steam-distillation is so effective that in severe water emergencies, the Federal Emergency Management Agency (FEMA), the American Red Cross, and the American Water Works Association (AWWA) recommend using a distiller to purify drinking water. They do not recommend filters or reverse osmosis. Our C-50 commercial distilled water machine is used by hospitals, clinics and other medical facilities worldwide.
Nature’s Process of Constant Purification
Every day, Mother Nature is turning salty ocean water into fresh and pure rainwater through a process of evaporation and precipitation. This is the basis for the steam-distillation process. It is as simple as A, B, C.
A. Raw water is boiled (killing any microbial contaminants)
B. Steam rises, leaving behind virtually all contaminants
C. The steam is condensed, forming very pure water droplets
Steam Distillation & The Hydrologic Cycle
Just as Mother Nature takes ocean water and makes pure rainwater, the C-50 Commercial Water Distiller duplicates the Hydrologic Cycle inside this appliance.
- Regular tap water is poured into the boiling tank.
- A heating element boils the contaminated water, and the steam rises.
- The steam passes into the condensing coil, and the impurities are left behind.
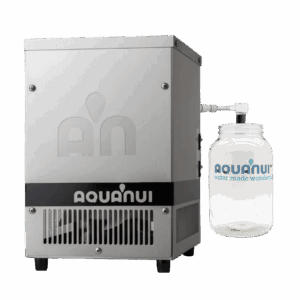
- A fan cools the steam and converts it to pure, distilled water.
- A glass storage container holds one gallon of distilled drinking water and is dispensed through the pour-through lid.
How Water Distillers Work
- Raw water enters the Boiling Chamber, where it is heated.
- The steam rises and enters the Condenser, where it is cooled by forced air
- The steam converts to steam-distilled water
- The water drops into the storage tank
- The water is monitored for purity
- The steam-distilled water is removed from the tank by a pump
- Then the water is polished by carbon filtration on its way to the intended end-use
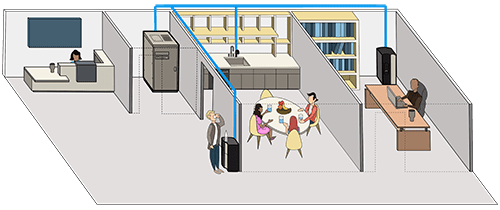
Stand Alone or Networked
Use as a stand-alone product for an individual end use or install as a network to deliver pure steam-distilled water to a variety of locations.
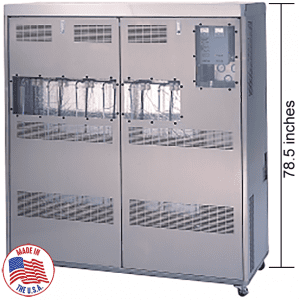
C-50 & C-60
The C-50 is fully self-contained with generous storage. These are complete, standalone air-cooled distillation systems with self-contained storage. The steam-distilled water produced undergoes constant purity monitoring with automatic shut-down to ensure a great end-product.
Both units are constructed of heavy-gauge T-304 stainless steel throughout and have a lockable cabinet for security. The C-50 produces up to 50 gallons daily and has a built-in 50-gallon stainless steel storage tank. The C-60 produces up to 60 gallons daily with a 60-gallon stainless steel storage tank and additional features. Installation is very easy, and maintenance is low. A one-year limited warranty covers the unit.
Accessories & Parts
A full range of accessories and parts for the C-50 Commercial Water Distiller are available. A partial list includes softeners, activated carbon filters, pumps, a dispenser with and without ultraviolet, a universal hook-up kit, tubing, fittings, and individual parts for the unit.
Unique Features & Benefits of the C-50 Commercial Distiller
- Produces up to 60 US gallons per 24-hour day
- Small Footprint
- Consistent High Purity Water
- Continuous Purity Monitoring
- Pump Shutdown on Purity Problem
- Easy to move (Built-in Castors)
- Fully Self-Contained
- Security Lock on the Unit
- Constant Water Quality Monitoring
- Built-in Pump for Distilled Water
- Auto Draining System
- Easily Networked
- Proven Reliability Worldwide
- Ease of Maintenance
- Stainless Construction
- Patented Design
- Hour Meter
- Leak Detection with Unit Shutdown (C-60)
- Feed Water Preheating (C-60, Optional on C-50)
- Drain Water Cooling System (C-60, Optional on C-50)
Applications: Drinking Water & More!
- Drinking Water
- Laboratories
- Restaurants
- Schools
- Assisted Living Facilities
- Cosmetics Industry
- Hair Salons
- Hospitals
- Dental Clinics
- Coffee Shops
- Factories
- Pharmaceutical Companies
- Printing Companies
- Electronics / Battery Industry
Pure Water Commercial Water Distiller Clients
We’ve served food processors, universities, governments, hospitals, printers, farms, ranches, technology manufacturers, and more for over 55 years. Our industrial water distiller machines are sturdy and can be networked for higher production. Call us for a quote today!

We manufacture the best water distillation systems in the U.S.A. We provide customer service, parts, and the longest warranty in the industry.





Reviews
There are no reviews yet.